|
公司基本資料信息
|
||||||||||||||||||||||||||||||||
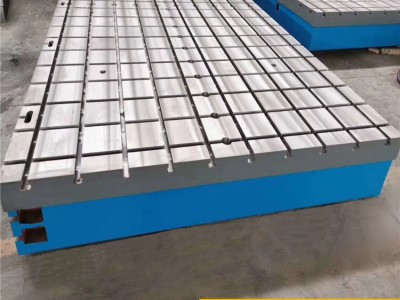
T型槽試驗平臺適用于各種檢驗工作,精密測量用的基準(zhǔn)平面,用于機(jī)床機(jī)械測量基準(zhǔn),檢查零件的尺寸精度或形位偏差,并作精密劃線,在機(jī)械制造中也是基本工具.
T型槽試驗平臺按其結(jié)構(gòu)分為筋板式和箱體式,,工作面有長方形,、正方形和圓形,。試驗平臺優(yōu)點(diǎn):長時間使用磨損后,,可以通過調(diào)試,、或刮研恢復(fù)其精度.
T型槽試驗平臺材質(zhì):高強(qiáng)度鑄鐵HT200-300,,工作面硬度為HB170-240,,經(jīng)過兩次人工處理(人工退火600度-700度和自然時效2-3年)使該產(chǎn)品的精度穩(wěn)定,,耐磨性能好,。
T型槽試驗平臺規(guī)格:200mm×200mm—3000mm×6000mm(特殊規(guī)格可根據(jù)需方圖紙制作或雙方商定生產(chǎn)加工)鑄鐵平板(鑄鐵平臺)精度:按_標(biāo)準(zhǔn)計量檢定規(guī)程執(zhí)行,分別為0,、1,、2、3四個等級,。
鑄造T型槽試驗平臺時重要的注意哪些:以下是正測技術(shù)員工實力操作所總結(jié)出來技術(shù)經(jīng)驗,,請看內(nèi)容如下:
1、首先鑄造碾砂過程當(dāng)中要控制好,,
型砂的性能將直接關(guān)系著T型槽試驗平臺量具鑄件的好壞質(zhì)量,,因此型砂應(yīng)該具備有很好的透氣性,濕強(qiáng)度,、流動性,、可塑性和退讓性等。
2,、嚴(yán)格按照加料順序:舊砂-新砂-粘土-水,。混碾時間定在6~7min,,混碾后進(jìn)行約5h左右調(diào)勻,。鑄造澆注過程的控制。澆注前要對鑄水進(jìn)行孕育和扒渣處理,。
3,、在澆注T型槽試驗平臺過程中要到大流,不斷的流,、平穩(wěn),,倒?jié)M為止,,跑火時要及時堵住漏鑄水的部位,并補(bǔ)充鐵水,,以減少冷隔,、澆不足等缺陷。
4,、鑄造清理T型槽試驗平臺過程的控制,,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的平臺量具鑄件,。選擇合理的澆注系統(tǒng),,使量具鑄件順序凝固,以得到組織均勻的量具鑄件,。
5,、鑄造T型槽試驗平臺的主要工具是鐵水包,檢查鐵水包是否烘干,,包底,、包耳、包杠,、端把是否可靠,,轉(zhuǎn)動部分是否靈活。T型槽試驗平臺在鑄造時禁止使用未烘干的鐵水包,。
6,、T型槽試驗平臺鑄造時,與鐵水接觸的工具,,使用前須預(yù)熱至500℃以上,,否則不準(zhǔn)使用。
7,、鐵水不得超過鐵水包容積的80%,,抬包要平穩(wěn)慢行,步調(diào)一致,,防止鐵水濺出傷人,。
8、試驗平臺用吊車吊運(yùn)鐵水前應(yīng)檢查吊鉤,、鏈子是否可靠,吊運(yùn)時鏈子不準(zhǔn)打結(jié),,要有專人負(fù)責(zé)跟隨鐵水包,,經(jīng)過路線,不得有閑雜人員,。澆鑄時要準(zhǔn)確平穩(wěn),,不準(zhǔn)從冒口往砂箱內(nèi)倒鐵水和看鐵水,。當(dāng)鐵水澆入砂型時,要隨時點(diǎn)燃出汽孔,、冒口,、箱縫排出的廢氣、以免毒氣和鐵水飛濺傷人,。
9,、鑄造T型槽試驗平臺http://www.chinaweiyue.com/工作中時剩余的鐵水要倒在準(zhǔn)備好的鐵模或砂坑內(nèi),,不準(zhǔn)倒在砂堆和地面上,,防止鐵水爆炸傷人。因跑火或其它原因流在地面上的鐵水,,在未凝固之前不得用砂覆蓋,,凝固后應(yīng)及時去除。
每個行業(yè)都有自己的規(guī)定,,制造任何一件產(chǎn)品,,都需要很多道復(fù)雜的工序,在鑄造鑄鐵工作臺時也是一樣的,,都有自己固定的規(guī)定,,每一道工序至關(guān)重要,以上是正測技術(shù)員工總結(jié)的經(jīng)驗,,需要了解更多,,可以隨時咨詢!
聯(lián)系人 銷售部經(jīng)理 王女士13231713280 竭誠為您服務(wù),!